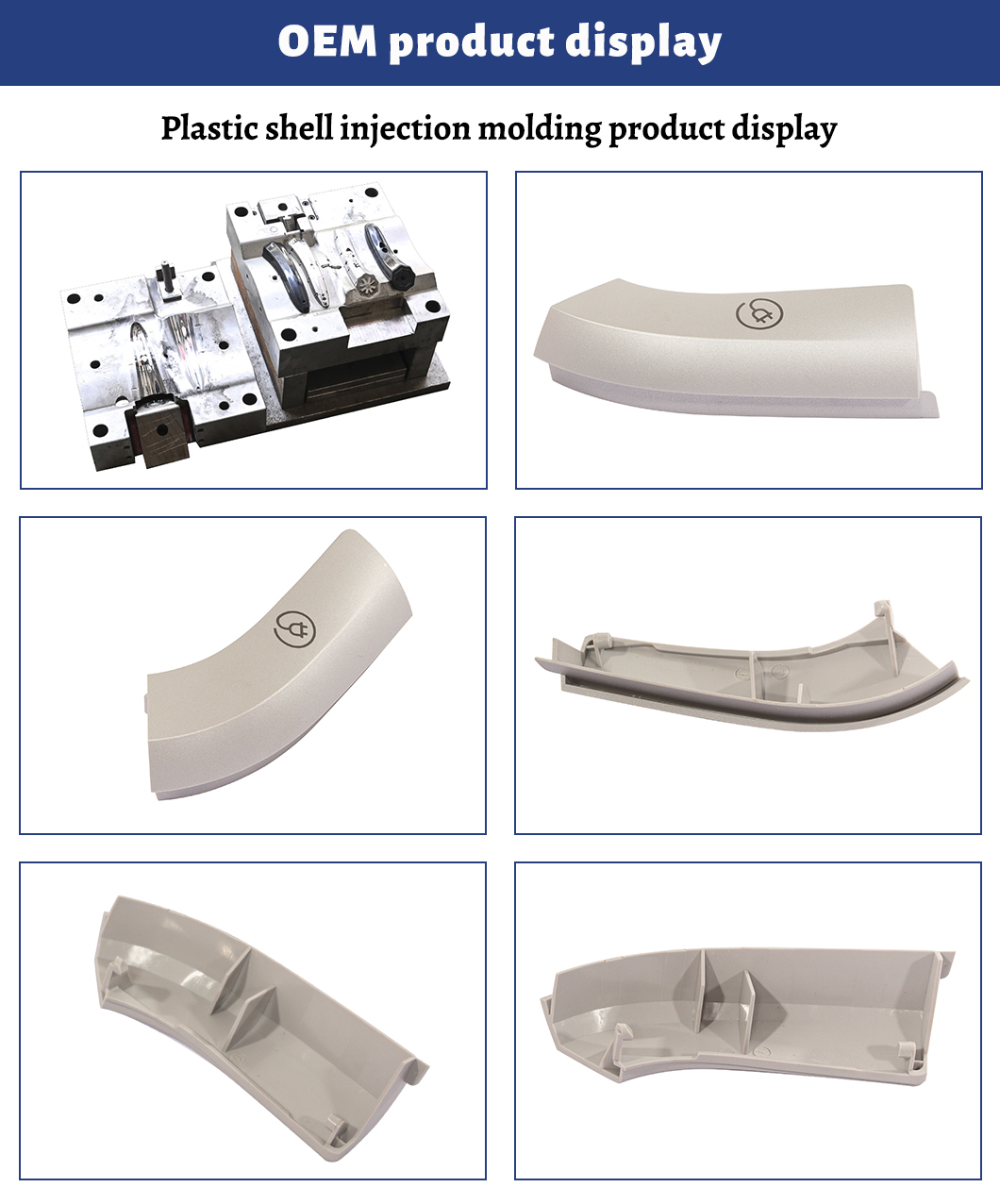
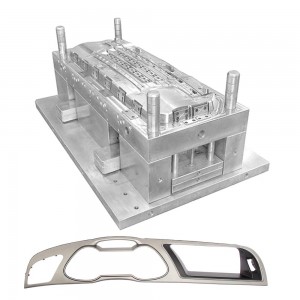
Auto parts injection mold






Paglalarawan
1. Sistema ng pagbuhos
Ito ay tumutukoy sa bahagi ng channel ng daloy bago pumasok ang plastic sa lukab mula sa nozzle, kabilang ang pangunahing channel ng daloy, ang cold feed hole, ang diverter, at ang gate, bukod sa iba pa.
2. Sistema ng mga bahagi ng paghubog:
Ito ay tumutukoy sa kumbinasyon ng iba't ibang bahagi na bumubuo sa hugis ng produkto, kabilang ang gumagalaw na die, fixed die at cavity (concave die), core (punch die), molding rod, atbp. Ang panloob na ibabaw ng core ay nabuo, at ang panlabas na ibabaw na hugis ng lukab (concave die) ay nabuo.Matapos isara ang die, ang core at cavity ay bumubuo ng isang die cavity.Paminsan-minsan, ayon sa mga kinakailangan sa proseso at pagmamanupaktura, ang core at die ay ginawa mula sa isang kumbinasyon ng mga gumaganang bloke, madalas mula sa isang piraso, at sa mga madaling masira at mahirap na trabaho na mga bahagi ng insert.
3, ang temperatura control system.
Upang matugunan ang mga kinakailangan sa temperatura ng proseso ng pag-iniksyon ng die, kinakailangan na magkaroon ng sistema ng pagkontrol ng temperatura upang ayusin ang temperatura ng die.Para sa thermoplastic injection mold, ang pangunahing disenyo ng cooling system upang palamig ang amag (maaari ding pinainit ang amag).Ang isang karaniwang paraan ng paglamig ng mga amag ay ang pag-set up ng isang channel ng paglamig ng tubig sa amag at gamitin ang umiikot na cooling water upang alisin ang init mula sa amag.Bilang karagdagan sa pag-init ng amag, ang cooling water ay maaaring gamitin upang ipasa ang mainit na tubig o mainit na langis, at ang mga electric heating element ay maaaring mai-install sa loob at paligid ng amag.