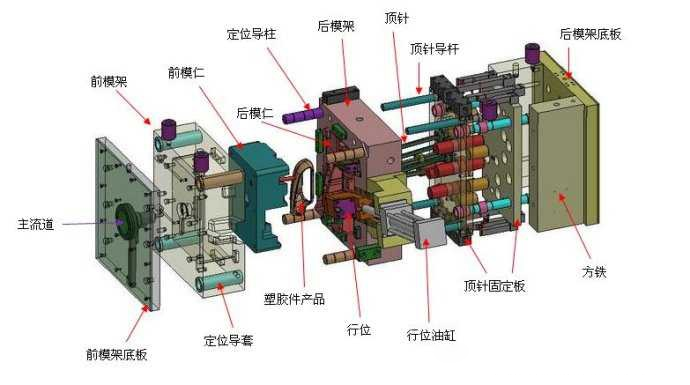
1 Komposisyon ng injection mold.Pangunahing binubuo ito ng mga bahagi ng paghubog (tumutukoy sa mga bahagi na bumubuo sa lukab ng amag ng gumagalaw at naayos na mga bahagi ng amag), sistema ng pagbuhos (ang channel kung saan ang tunaw na plastik ay pumapasok sa lukab ng amag mula sa nozzle ng makina ng pag-iniksyon), na gumagabay mga bahagi (upang gawing tumpak ang pagkakahanay ng amag kapag nakasara ang amag), mekanismo ng pagtulak (ang aparato na nagtutulak sa plastic palabas ng lukab ng amag pagkatapos mahati ang amag), sistema ng pag-regulate ng temperatura (upang matugunan ang mga kinakailangan sa temperatura ng amag ng proseso ng pag-iniksyon ) Ang sistema ng tambutso (ang hangin sa lukab ng amag at ang gas na na-volatilize ng plastik mismo ay pinalalabas mula sa amag sa panahon ng paghuhulma, at ang uka ng tambutso ay madalas na nakalagay sa ibabaw ng paghihiwalay) at ang mga sumusuportang bahagi (ginagamit para sa pag-install at pag-aayos o suportahan ang mga bahagi ng paghubog at iba pang mga bahagi ng mekanismo) ay binubuo, at kung minsan ay may mga mekanismo ng paghihiwalay sa gilid at core-pulling.
2. Pagdisenyo ng mga hakbang ng iniksyon na amag
1. Paghahanda bago ang disenyo
(1) pagtatalaga ng disenyo
(2) Pamilyar sa mga plastik na bahagi, kabilang ang kanilang geometriko na hugis, mga kinakailangan sa paggamit ng mga bahaging plastik, at mga hilaw na materyales ng mga bahaging plastik
(3) Suriin ang proseso ng paghubog ng mga bahaging plastik
(4) Tukuyin ang modelo at detalye ng makina ng pag-iniksyon
2. Bumuo ng pagbubuo ng process card
(1) Pangkalahatang-ideya ng produkto, gaya ng schematic diagram, timbang, kapal ng pader, inaasahang lugar, kabuuang sukat, kung may mga side recess at insert
(2) Pangkalahatang-ideya ng mga plastik na ginamit sa produkto, tulad ng pangalan ng produkto, modelo, tagagawa, kulay at pagpapatuyo
(3) Ang pangunahing teknikal na mga parameter ng napiling makina ng pag-iniksyon, tulad ng mga kaugnay na sukat sa pagitan ng makinang iniksyon at ng amag ng pag-install, uri ng tornilyo, kapangyarihan (4) ang presyon at stroke ng makina ng pag-iniksyon
(5) Mga kondisyon sa paghubog ng iniksyon tulad ng temperatura, presyon, bilis, puwersa ng pag-lock ng amag, atbp
3. Structural design steps ng injection mold
(1) Tukuyin ang bilang ng mga cavity.Kundisyon: maximum na dami ng iniksyon, puwersa ng pag-lock ng amag, mga kinakailangan sa katumpakan ng produkto, ekonomiya
(2) Piliin ang runoff surface.Ang prinsipyo ay dapat na ang istraktura ng amag ay simple, ang paghihiwalay ay madali at hindi nakakaapekto sa hitsura at paggamit ng mga plastik na bahagi
(3) Tukuyin ang plano ng layout ng cavity.Gumamit ng balanseng kaayusan hangga't maaari
(4) Tukuyin ang gating system.Kasama ang main flow channel, diversion channel, gate, cold hole, atbp.
(5) Tukuyin ang release mode.Ang iba't ibang paraan ng demoulding ay idinisenyo ayon sa iba't ibang bahagi ng amag na iniwan ng mga plastik na bahagi.
(6) Tukuyin ang istraktura ng sistema ng pagsasaayos ng temperatura.Ang sistema ng pag-regulate ng temperatura ay pangunahing tinutukoy ng uri ng plastik.
(7) Kapag ang insert structure ay pinagtibay para sa female die o core, ang machinability at installation at fixation mode ng insert ay tinutukoy.
(8) Tukuyin ang uri ng tambutso.Sa pangkalahatan, ang clearance sa pagitan ng parting surface ng amag at ang ejection mechanism at ang amag ay maaaring gamitin para sa exhaust.Para sa malaki at high-speed injection mold, ang kaukulang exhaust form ay dapat na idinisenyo.
(9) Tukuyin ang mga pangunahing sukat ng injection mold.Ayon sa kaukulang pormula, kalkulahin ang gumaganang sukat ng bahagi ng paghubog at tukuyin ang kapal ng gilid na dingding ng lukab ng amag, ang ilalim na plato ng lukab, ang core backing plate, ang kapal ng gumagalaw na template, ang kapal ng cavity plate ng modular cavity at ang pagsasara ng taas ng injection mold.
(10) Pumili ng karaniwang base ng amag.Piliin ang karaniwang base ng amag ng amag ng iniksyon ayon sa mga pangunahing sukat ng amag ng iniksyon na idinisenyo at kinakalkula, at subukang piliin ang mga karaniwang bahagi ng amag.
(11) I-sketch ang istraktura ng amag.Ang pagguhit ng kumpletong sketch ng istraktura ng iniksyon na amag at pagguhit ng pagguhit ng istraktura ng amag ay isang napakahalagang gawain ng disenyo ng amag.
(12) Suriin ang mga kaugnay na sukat ng molde at injection machine.Suriin ang mga parameter ng makina ng pag-iniksyon na ginamit, kabilang ang maximum na dami ng iniksyon, presyon ng iniksyon, puwersa ng pag-lock ng amag, at ang laki ng bahagi ng pag-install ng amag, stroke ng pagbubukas ng amag at mekanismo ng pagbuga.
(13) Pagrepaso sa istrukturang disenyo ng amag na iniksyon.Magsagawa ng paunang pagsusuri at kumuha ng pahintulot ng user, at kinakailangan upang kumpirmahin at baguhin ang mga kinakailangan ng user.
(14) Iguhit ang assembly drawing ng amag.Malinaw na ipahiwatig ang ugnayan ng pagpupulong ng bawat bahagi ng injection mold, mga kinakailangang sukat, serial number, mga detalye Title block at teknikal na mga kinakailangan (ang mga nilalaman ng teknikal na mga kinakailangan ay ang mga sumusunod: a. mga kinakailangan sa pagganap para sa die structure, tulad ng mga kinakailangan sa pagpupulong para sa mekanismo ng ejection at core-pulling mechanism; b. mga kinakailangan para sa proseso ng die assembly, tulad ng fitting clearance ng parting surface, parallelism ng upper at lower parts ng die; c. mga kinakailangan para sa die use; d. mga kinakailangan para sa anti-oxidation treatment, die number, lettering, oil seal at storage; e. mga kinakailangan para sa die test at inspeksyon. (15) Gumuhit ng guhit ng bahagi ng amag. Ang pagkakasunud-sunod ng pag-disassemble at pagguhit ng bahaging guhit mula sa pagguhit ng pagpupulong ng amag o ang pagguhit ng bahagi ay: una sa loob pagkatapos ay sa labas, una kumplikado at pagkatapos ay simple, unang bumubuo ng mga bahagi pagkatapos ay mga istrukturang bahagi.
(16) Suriin ang mga guhit ng disenyo.Ang huling pagsusuri ng disenyo ng injection mold ay ang panghuling pagsusuri ng disenyo ng injection mold, at higit na dapat bigyang pansin ang pagganap ng pagproseso ng mga bahagi.
3. Pag-audit ng amag ng iniksyon
1. Pangunahing istruktura
(1) Kung ang mekanismo at base parameter ng injection mold ay tumutugma sa injection machine.
(2) Kung ang injection mold ay may clamping guide mechanism at kung ang disenyo ng mekanismo ay makatwiran.
(3) Kung ang pagpili ng parting surface ay makatwiran, kung may posibilidad ng flash, at kung ang plastic na bahagi ay mananatili sa gilid ng gumagalaw na die (o fixed die) na itinakda sa ejection at release mechanism.
(4) Kung ang layout ng cavity at ang disenyo ng gating system ay makatwiran.Kung ang gate ay tugma sa plastic raw material, kung ang posisyon ng gate ay katumbas, kung ang geometric na hugis at laki ng gate at runner ay angkop, at kung ang flow ratio ay makatwiran.
(5) Kung ang disenyo ng mga nabuong bahagi ay makatwiran.
(6) Ejection release mechanism at lateral male.O kung ang mekanismo ng core-pulling ay makatwiran, ligtas at maaasahan.Kung may interference at occlusion.(7) Kung mayroong mekanismo ng tambutso at kung ang anyo nito ay makatwiran.(8) Kung kinakailangan ang sistema ng regulasyon ng temperatura.Kung ang pinagmulan ng init at cooling mode ay makatwiran.
(9) Kung ang istraktura ng mga sumusuportang bahagi ay makatwiran.
(10) Kung masisiguro ng pangkalahatang dimensyon ang pag-install, kung ang paraan ng pag-aayos ay napili nang makatwiran at mapagkakatiwalaan, at kung ang bolt hole na ginagamit para sa pag-install ay pare-pareho sa posisyon ng screw hole sa mekanismo ng pag-iniksyon at fixed mold fixing plate.
2. Disenyo ng mga guhit
(1) Pagguhit ng pagpupulong
Kung ang ugnayan ng pagpupulong ng mga bahagi at bahagi ay malinaw, kung ang pagtutugma ng code ay maayos at makatwirang namarkahan, kung ang pagmamarka ng mga bahagi ay kumpleto, kung ito ay tumutugma sa serial number sa listahan, kung ang mga nauugnay na tagubilin ay may malinaw na marka, at kung paano standardized ang buong injection mold ay.
(2) Pagguhit ng mga bahagi
Kung ang numero ng bahagi, pangalan at dami ng pagproseso ay malinaw na minarkahan, kung ang dimensional tolerance at iba't ibang mga marka ng pagpapaubaya ay makatwiran at kumpleto, kung ang mga bahagi na madaling isuot ay nakalaan para sa paggiling, kung aling mga bahagi ang may napakataas na mga kinakailangan sa katumpakan, kung ang kinakailangang ito ay makatwiran, kung ang materyal na unan ng bawat bahagi ay angkop, at kung ang mga kinakailangan sa paggamot sa init at mga kinakailangan sa pagkamagaspang sa ibabaw ay makatwiran.
(3) Cartographic na paraan
Kung ang paraan ng pagguhit ay tama, kung ito ay umaayon sa mga pambansang pamantayan, at kung ang mga geometric na numero at teknikal na mga kinakailangan na ipinahayag sa pagguhit ay madaling maunawaan.3. Ang kalidad ng disenyo ng injection ng amag
(1) Kapag nagdidisenyo ng injection mol, kung ang mga katangian ng proseso at pagganap ng paghubog ng mga plastik na hilaw na materyales ay wastong isinasaalang-alang, ang posibleng epekto ng uri ng injection machine sa kalidad ng paghubog, at kung ang kaukulang mga hakbang sa pag-iwas ay ginawa para sa posibleng mga problema sa panahon ng proseso ng paghubog sa panahon ng disenyo ng injection mold.
(2) Kung ang mga kinakailangan ng mga plastik na bahagi sa gabay na katumpakan ng iniksyon na amag ay isinasaalang-alang, at kung ang patnubay na istraktura ay idinisenyo nang makatwiran.
(3) Kung tama ang pagkalkula ng dimensyon ng gumagana ng mga nabuong bahagi, kung ang katumpakan ng mga produkto ay matitiyak, at kung mayroon silang sapat na lakas at tigas.
(4) Kung masisiguro ng mga sumusuportang bahagi na ang amag ay may sapat na pangkalahatang lakas at tigas.
(5) Kung isinasaalang-alang ang pagsubok ng amag at pagkukumpuni
4. Kung may mga grooves, butas, atbp. na maginhawa para sa pagpupulong at disassembly sa mga tuntunin ng pagpupulong at disassembly at paghawak ng mga kondisyon, at kung sila ay minarkahan.
Oras ng post: Mar-06-2023